Genel Bilgiler
Avantajlar
Ürün Gamı
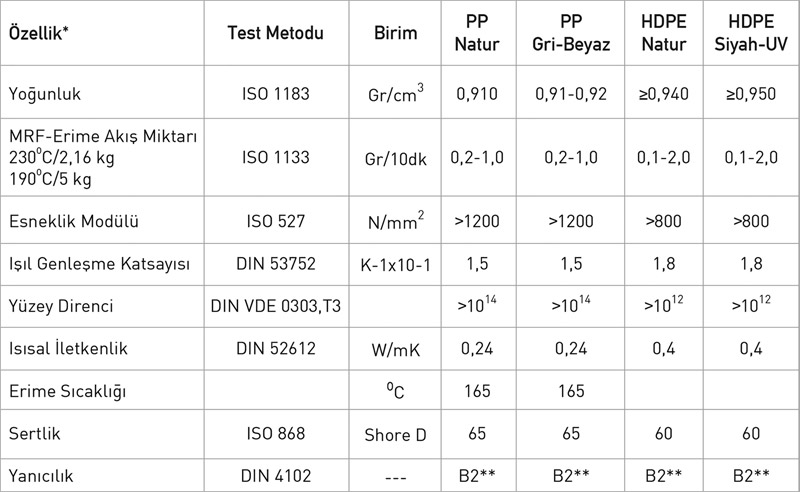
Malzeme Özellikleri
Uygulama Tekniği
Uygulama Alanları
Genel Bilgiler
Günümüzde plastik malzemelerin kullanım alanları gün geçtikçe artmaktadır. Hem boru sistemlerinde hem de PVC Pencere sistemlerinde uzun yıllara dayanan bilgi birikimi ve tecrübesi ile FIRAT yeni bir tamamlayıcı ara ürün olan “Plastik Levhaları”, yüksek teknoloji yatırımı yaparak ürün gamına dahil etmiştir. Levhalar HDPE-Yüksek Yoğunluklu Polietilen ve PP-Polipropilen hammadde sınıflarından üretilmektedir. Levha ekstrüzyonu ile yapılan üretim oldukça hassas parametrelere bağlıdır. Özel tasarım ekstrüzyon üretim hattı ile yapılan üretim FIRAT Kalite Güvence Sistemi ile birleşerek uzun yıllar çalışacak sistemlerin güvenli olarak kullanılmasını ve servis vermesini sağlamaktadır.
Avantajlar
Avantajlar
Polipropilen Levhalar
- Hafiftir. Uygulama kolaylığı sağlar.
- 0- 100 °C arası yüksek çalışma sıcaklığına dayanım ile geniş uygulama alanlarına sahiptir.
- Ağır kimyasal çözelti ortamlarına uygundur.
- Kaplama tesislerinde rahatlıkla kullanılır.
- Esneklik modülüne yüksek olduğu için eğilmeye mukavemet gerektiren yerlerde kullanılabilir.
- Yüksek aşınma mukavemetine sahiptir.
- Darbelerden etkilenmez.
- Isıl şekillendirmeye müsaittir. Uygulama alanında çözüm üretilmesine katkı sağlar.
- Yüzey pürüzlülük katsayısı çok düşüktür.
- Su emmez.
- Yüzey parlaklığına sahiptir.
- Sağlığa uygundur.
Polietilen Levhalar
- Hafiftir. Uygulama kolaylığı sağlar.
- -40 °C’ye kadar ekstrem çalışma sıcaklığına dayanım gösterir.
- Ağır kimyasal çözelti ortamlarına uygundur. Korozyona uğramaz.
- Yüksek aşınma mukavemetine sahiptir.
- Isıl şekillendirmeye müsaittir. Uygulama alanında çözüm üretilmesine katkı sağlar.
- Yüzey pürüzlülük katsayısı çok düşüktür.
- Yüksek darbe dayanımına sahiptir.
- Yüzey parlaklığına sahiptir.
- Su emmez.
- Natürel renkli plakalar opak ışık geçirgenliğine sahiptir. Dekoratif uygulamalarda kullanılır.
- Sağlığa uygundur.
Ürün Gamı
Ürün Gamı
Poliproplen Levhalar
| 1000X2000 | 1500X2000 | 1500X 3000 | 2000X 3000 | 2000 X 4000 | ||
| PP-H | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP-H | Beyaz | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP-C | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP-C | Beyaz | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP-R | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP-R | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
Polietilen Levhalar
| 1000X 2000 | 1500X 2000 | 1500X3000 | 2000 X 3000 | 2000X4000 | ||
| HDPE | Natur | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| HDPE | Mavi | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| HDPE | Siyah | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 80 | Natur | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 80 | Mavi | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 80 | Siyah | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE100 | Natur | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-uv | Mavi | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-uv | Siyah | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-RC | Mavi | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-HMW | Natur | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-HMW | Mavi | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PE 100-HMW | Siyah | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
Köpüklü Poliproplen Levhalar
| 1000X 2000 | 1500X 2000 | 1500X3000 | 2000X3000 | 2000X 4000 | ||
| PP | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| PP | Beyaz | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
Köpüklü Polietilen Levhalar
.
Tablodaki anma et kalınlıkları :2/ 3 / 4 / 5 / 6 / 8/ 10 / 12 / 15 / 20 / 25 / 30 mm. Ölçüler mm’dir.| 1000X 2000 | 1500X2000 | 1500X3000 | 2000X3000 | 2000X 4000 | ||
| HDPE | Gri | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
| HDPE | Beyaz | 2-30 | 2-30 | 2-30 | 2-30 | 2-30 |
Malzeme Özellikleri

Uygulama Tekniği
PE ve PP levhaların birleştirilmesi ve nihai ürün haline dönüştürülmesi için ekstruder kaynağından faydalanılır. Aynı sınıf hammaddeden üretilen kaynak teli ile ön ısıtma ve eriyik sıcaklığında malzemenin belirli bir hızda kaynak yapılacak bölgeye baskı uygulanarak yayılması esasına dayanır. Kaynak EkstruderiKaynak T Kaynak yapılacak malzemeyle kaynak elektrodu aynı sınıf polimer; kaynak elektrodunun çapı 3-4 mm olmalıdır.
Kaynak yapılacak yüzey temiz olmalı yağ, toz, toprak vb. gibi kaynağı olumsuz etkileyecek şeyler kaynak öncesi mutlaka temizlenmelidir. Kaynak öncesi yüzey hazırlık aşamasında mutlaka raspa ile kazıma yapılmalı ve oksidasyon tabakası alınmalıdır.
Mutlaka açılı kaynak ağzı oluşturulmalıdır.Rapsa – Kazıma AletiRapsa – Kazıma Aleti El tipi kaynak ekstruderi daima kaynak yapılacak yüzeye 45OC ile tutulmalıdır. Büyük ve derin kaynaklarda önce 4 mm lik kaynak elektrodu ile ön kaynak yapılmalı daha sonra uygun büyüklük ve şekildeki kaynak ayakları ile ikinci veya gerekiyorsa üçüncü kaynak yapılmalıdır. Her kaynak katı arasında mutlaka kaynak bölgesinin soğuması beklenmelidir.
Kaynak EkstruderiKaynak T Kaynak yapılacak malzemeyle kaynak elektrodu aynı sınıf polimer; kaynak elektrodunun çapı 3-4 mm olmalıdır.
Kaynak yapılacak yüzey temiz olmalı yağ, toz, toprak vb. gibi kaynağı olumsuz etkileyecek şeyler kaynak öncesi mutlaka temizlenmelidir. Kaynak öncesi yüzey hazırlık aşamasında mutlaka raspa ile kazıma yapılmalı ve oksidasyon tabakası alınmalıdır.
Mutlaka açılı kaynak ağzı oluşturulmalıdır.Rapsa – Kazıma AletiRapsa – Kazıma Aleti El tipi kaynak ekstruderi daima kaynak yapılacak yüzeye 45OC ile tutulmalıdır. Büyük ve derin kaynaklarda önce 4 mm lik kaynak elektrodu ile ön kaynak yapılmalı daha sonra uygun büyüklük ve şekildeki kaynak ayakları ile ikinci veya gerekiyorsa üçüncü kaynak yapılmalıdır. Her kaynak katı arasında mutlaka kaynak bölgesinin soğuması beklenmelidir.
Uygulamada Dikkat edilecek hususlar 5 santigrat derecenin altında kaynak yapılmamalı veya yapılması zorunlu olan durumlarda kaynak ortamı en az 5OC ulaşacak şekilde önlem alınmalıdır.
 Kaynak Ekstruderi
Kaynak Ekstruderi Kaynak T
Kaynak T Rapsa – Kazıma Aleti
Rapsa – Kazıma Aleti Rapsa – Kazıma Aleti
Rapsa – Kazıma Aleti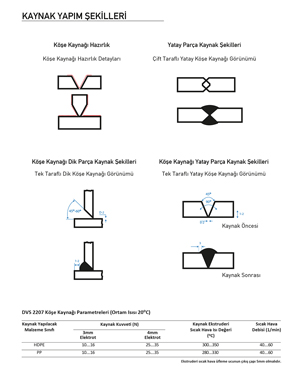
Uygulama Alanları
Uygulama Alanları
- Silo, tank ve bağlantı ekipmanlarının imalatı
- Kimyasal tesisler
- Endüstriyel uygulamalar
- Betonarme içme suyu depo kaplamaları
- İskele ve rıhtım beton direk kaplamaları
- Metal yüzey kaplama tesisleri
- Gıda sanayi depolama tank ve havuzları
- Makine imalat sektörü
- Yat ve gemi imalat sektörü
- Havalandırma ve iklim şartlandırma uygulamaları
- Menhol taban ve kapakları
- Havuzlarda atlama platformları
- Açık büro ofis uygulamaları
- Dekoratif uygulamalar
- Reklamcılık ve fuar uygulamaları
- Otomotiv endüstrisi
- Depolama kutuları
- Yüzer bot imalatı
- Deniz dubası ve usturmaça imalatı
- Atıksu tesislerinde pompa muhafaza kutusu, vana, diyafram ve değişik silindir uygulamaları